
COMPANY INFO
윤활유정보
Customer Center
고객센터
순천본사
T. 061) 723-5189 / F.061) 725-0148
전북지사
T. 063) 544-5144 / F.063) 544-5122
포항영업소
T. 054) 232-2656 / F.054) 232-1746
광주영업소
T. 062) 374-9769 / F.062) 374-6857
E-mail : gwangil@gwangil.net

윤활의 기초
- Home |
- 윤활유정보 |
- 윤활의 기초
Based on lubricants
윤활유의 기초
움직이는 두 물체가 서로 상대운동을 하면서 접촉할 때, 접촉면 사이에 반드시 마찰이라는 물리적 현상이 발생된다. 이러한 마찰부에 적당한 물체, 즉 윤활제(액체, 고체, 기체)를 적당한 방법으로 공급하여 마찰저항을 줄임으로써 기계적 마모를 줄이는 것을 윤활이라 한다.
유체윤활(Full Fim Lubrication)
완전윤활 또는 후막윤활(厚膜潤滑)이라고도 하며, 이것은 가장 이상적인 유막에 의해 마찰면이 완전히 분리되고 베어링 틈새 중에는 水力學的인 유압이 발생해서 하중과의 균형을 이루게 된다. 이러한 상태는 양호한 설계, 적당한 하중 및 속도에 의해 결정되고 마찰계수는 0.001 ~ 0.005로서 최저이다.
경계윤활(Boundary Lubrication)
불완전윤활 또는 박막윤활(薄膜潤滑)이라고도 하며, 이것은 후막윤활(厚膜潤滑)상태에서 하중이 증가하거나 유온이 상승하여 점도가 떨어져 유압만으로는 하중을 지탱할 수 없는 상태를 말하며, 이때는 오일의 점도에 의한 유체역학적(流體力學的)으로는 설명할수 없고 유막의 성질, 즉 油性(Oiliness)이 관여하게 된다. 경계윤활은 고하중 저속상태에서 일어나기 쉽고, 특히 시동이나 정지 전후에서 반드시 일어난다. 이때의 마찰계수는 0.1 ~ 0.01정도이다.
극압윤활(Extreme Pressure Lubrication)
하중이 더욱 증대되어 마찰온도가 높아지면 결국 흡착유막으로서는 하중을 지탱할 수 없게 되어 유막은 파괴 되고 마침내 금속의 접촉이 일어나 금속접촉 부분에 용착 또는 Seizure현상(녹아붙음)이 일어나게 된다. 이때는 오일의 점도나 유성(油性)으로는 해결할수 없고 소위 극압제라고 불리우는 염소(CI), 황(S), 인(P) 등의 유기화합물을 첨가함으로써 윤활이 가능해진다. 이런 화합물은 금속면의 돌출부와 화학적으로 반응해서 2차적인 금속화합물피막, 예를 들면 염화철피막(FeCl2), 황화철피막(FeP2)을 만든다.
of the lubricant
위엄기어, 하이포이드기어 ------------ 미끄럼 및 굴림운동
유압실린더 습동면(Side Way) -------- 미끄럼운동
윤활유를 왜 사용하는가를 정확하게 이해하고 있다는 것은,
적정한 윤활유의 선택과 그 관리를 하기 위해서이다.
일반적으로 윤활유의 작용 또는 기능으로서 다음의 사항들이 동시에 고려되는 것이 바람직하며, 윤활유의 사용장소, 기계설계 상태에 따라서 윤활유의 주요기능이 정해진다.
마찰의 감소
마찰면 사이에 유체의 막을 존재시키는 것은 가장 일반적인 윤활법이다. 마찰은 유체의 점성에 지배되고 있기 때문에 적을수록 좋다. 금속 마찰면 사이에 윤활유막을 생성시킴으로써 고체 마찰이 액체 마찰로 바뀌어져 마찰을 감소시키고, 마찰 손실과 발열을 방지하여 마찰면의 마멸을 방지하는 작용을 한다. [그림1]은 각종 마찰 상태하에서의 마찰력을 비교한 것으로, 유체 윤활에 비해 경계윤활시의 마찰력은 10배가 증가되고, 경계윤활에 비해 무윤활(극압윤활)시의 마찰력은 10배가 증가된다.

마모의감소
마찰과 함께 마모의 억제는 윤활유의 큰 작용의 하나이다. 유체윤활 상태가 유지되면, 이론적으로는 마모는 전혀없는 상태로 될 수 있고, 경계윤활 상태에서는 첨가제의 역할에 기대할 수밖에 없지만, 윤활상태에 따라서 여러 가지의 첨가제가 선택 사용되어서 항상 활동 부분에 강한 유막을 형성시켜 용착(타서 눌러붙음)현상을 방지한다
냉각작용
윤활에 있어서 가장 중요한 사항은, 마찰에 의한 열발생을 가능한 최소로 하는 것이지만, 발생된 열을 신속히 외부로 방열 시키는 것도 중요하다. 이러한 사용용도로는 압연유나 절삭유가 하나의 전형으로 생각될수 있으나. 일반 윤활유에서도 많은 효과가 있으며 특히 냉각이라는 점에서는 내연기관에서 윤활유의 냉각작용은 매우 중요한 기능이다. 따라서, 만일 이러한 마찰열이 제거되지 않으면 국부적으로 고온이 되어 마침내는 용착 도는 압력저하 등으로 기계손상을 가져오게 된다.
응력(하중)분산작용
윤활부 특히 기어, 베어링과 같이 점 또는 선접촉이 되는 윤활부분에서는 국부적 또는 순간적으로 접촉점에 고압, 고하중이 걸리므로 유막이 파괴되고 금속표면이 피로하게 되어 마모나 용착을 일으키기 쉽다. 윤활유는 액체의 성질로서 국부압력을 액 전체에 균등하게 분산시키는 작용을 한다. 이것을 응력분산작용이라 하며, 진동적인 하중이나 충격하중이 많이 작용하는 윤활부위에서는 매우 중요한 기능이다.
밀봉작용
내연기관의 실린더벽과 피스톤 사이에는 윤활유의 막이 존재해서, 연소가스가 크랭크실로 누출되는 것을 방지하고 있다. 또한 유압장치에서의 오일씩과 O-링 등의 작용도 유막에 의한 윤활유 누유를 방지하는 작용을 하며, 이러한 작용을 밀봉 작용이라 한다.
방청작용
금속면에서 녹슬게 되는 것은 물(수분)과 산소의 영향이며, 여기에 염분, 부식성 가스등이 가해지면 녹 발생은 더욱 심해 진다. 윤활유는 금속표면에 유막을 만들어 수분 및 공기와의 접촉을 방지하여 녹 발생을 방지 한다. 이러한 작용은 방청유의 효과와 같다.
청정분산(세정 작용)
내연기관에서는 연료의 연소와 함께 윤활유의 일부가 연소되지만, 윤활유는 완전연소가 되지않아 퇴적물을 발생한다. 이러한 퇴적물은 윤활유 중에 용해 또는 분해하여 분산시키지 않으면 기관고장의 원인이 되기 때문에 청정분산 또는 세정작용이 요구된다. 한편, 일반 윤활유(유압유, 기어유 등)에서도 고온에 의해서 윤활유가 산화되고 열화되어 슬러지 등이 생성되어 마찰면에 부착하는 경향이 있으므로, 이러한 부착물질을 윤활유중에 세정·분산시키는 작용이 필요하다.
윤활유(Lubricating Oil)
윤활유는 윤활제의 90%이상을 차지하고 있으며 윤활유의 대부분은 광유계이다. 액상인 윤활유가 윤활제로서 사용되기 위하여 갖추어야 할 일반 성질은 아래와 같다.
- 사용 상태에 따라
충분한 점도를 가질것 - 限界潤滑狀熊에서 견디어낼 수 있는
油性이 있어야 할 것 - 산화나 열에 대해서
안정성이 있어야 할 것
원료에 의한 분류
| 석유계 윤활유 |
|
|---|---|
| 비 석유계 윤활유 |
|
용도에 의한 분류
- 내연기관용
윤활유 - 터빈유
- 기어유
- 냉동기유
- 기계유
- 베어링
윤활유 - 급속가공유
- 유압작동유
- 압축기유
점도에 의한 분류
- SALE자동차용
엔진유 및 기어유 - ISO 공업용
윤활유 - AGMA 공업용
기어유
API 서비스 분류
- 가솔린기관용
엔진유 - 디젤기관용
엔진유 - 기어유
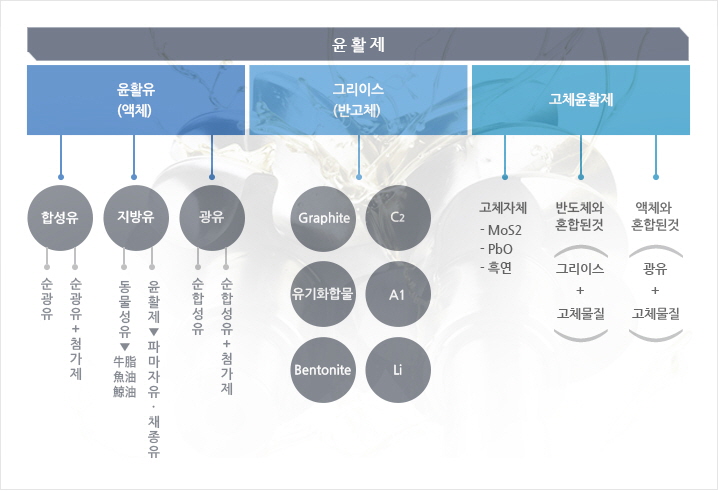
그리이스(Grease)
그리이스는 액상윤활제(광유 및 합성유)에 중주제를 분산시킨 상온에서 반고체 또는 고체상의 윤활제이다.
고체윤활제
고체윤활제로는 흑연(Graphite), 이유화몰리브덴(MoS2), 운모(Mica), 활석(Tale)등이 있으며, 고체 윤활제 자체는 윤활성이 거의 없으나 금속면의 요철부분을 메꾸어 평활한 면을 만드는데 사용된다. 이러한 고체 윤활제는 내열성 및 내산성이 강하며, 내하중성이 우수하여 극압윤활제로 주로 윤활유 및 그리이스에 분산 사용된다.
- 기어
- 습동면
- 하중
- 온도
- 비순환
급유
- 빈도

비중(Specific Gravity)
윤활유의 비중은 성능을 결정짓는데 있어서 직접 관계되는 요소는 아니나, 규정의 오일 파악 및 중량 환산시 사용된다.
비중의 정의
윤활유의 비중은 성능을 결정짓는데 있어서 직접 관계되는 요소는 아니나, 규정의 오일 파악 및 중량 환산시 사용된다.
API도
미국석유협회(American Petroleum Institute)에서 정한 비중이며 물을 10으로 하여 물보다 가벼운 것은 10이상, 물보다 무거운 것은 10이하의 수치로 표시한다.
비중과 API도와의 관계

점도(Viscosity)
점도의 의미
점도는 윤활유의 물리화학적 성질중 가장 기본이 되는 성질 중의 하나로서 점도의 의미는 액체가 유동할때 나타나는 내부저항을 말한다. 기계윤활에 있어서 기계의 조건이 동일하다면 마찰손실, 마찰열, 기계적 효율이 점도 로서 결정된다.
점도의 단위 및 측정
- 절대점도 : 포아즈(Poise : g/cm ·sec)
- 동점도(Kinematic Viscosity) : 스톡스(Stokes : ㎡/sec), 동점도를 C, G, S단위로 표시한 것을 Stokes라하며 그 1/100을 취하여 Centistokes(cSt)라 한다. 또 절대점도와는 다음 식이 성립된다.

- 공업용 점도단위
- SSU, SUS(Saybolt Unicersal Second): 세이볼트 점도계로 60cc의 시료유가 규정온도에서 유출되는 시간
- RW, Red(Redwood초) : Redwood 점도계로 50cc의 시료유가 규정온도에서 유출되는 시간을 말하여 Redwood 1호형 및 2호형이 있다.
- E˚(Engler도) : 200cc의 시료유가 유출되는 시간을 20˚c의 물이 유출되는 시간으로 나눈 값을 말한다.
점도지수(Viscosity Index)
점도는 온도가 상승하면 점도는 떨어지고 반대로 온도가 떨어지면 점도는 커진다. 이와 같이 온도에 따른 점도의 변화관계를 지수로 나타낸 것이 점도지수이고, 점도 지수는 Paraffine계가 풍부한 미국의 Pennsylvania산 오일을 점도지수 100으로 하고 Naphthene계가 풍부한 미국의 Gulf Coast산 오일을 점도지수 0으로 하여 다른 오일의 점도지수를 이것과 비교하여 나타낸 것이다.
<그림4> 각종기유의 온도에 따른 점도변화관계
「점도지수」가 높을수록 「온도에 대한 점도변화」가 적다
유동점(Pour Point)
윤활유의 온도를 낮추면 유동성을 잃어 마침내는 응고되고 만다. 윤활유가 이와같이 유동성을 읽기 직전의온도를 유동점(Pour Point)이라고 하며 유동점은 윤활유의 성능과 관계가 깊다. 윤활유가 유동성을 잃고 응고되 는 원인은 대게 두가지 원인에 의한다.
Wax Pour Point
이것은 윤활유 중에 함유된 파라핀 왁스(Paraffin Wax)가 결정화됨과 동시에 結晶格子中으로 油分이 습수되어 전체가 固化되는 현상이다.
Viscosity Pour Point
온도가 하강함에 따라 점도가 극단적으로 커져서 일정 온도하에서는 유동되지 않는 현상으로서 대체로 윤활유의 점도가 300,000cSt에 달하면 유동성을 읽게 된다. 그러나 윤활융의 응고현상은 대부분 왁스의 結晶때문이다.
인화점 (Flash Point)
인화점의 의미
석유제품은 모두 그들의 온도에 상당하는 증기압을 갖기 때문에 이들은 어느 온도까지 가열하게 되면 증기가 발생하게 되고 그 증기는 공기와의 혼합가스가 되어 인화성 또는 약한 폭발성을 갖게된다. 이때 이 혼합가스 에 외부로부터 불꽃을 접근시키면 순간적으로 閃光을 내면서 인화되어 발생증기가 소멸된다. 이때의 온도를 인화점(Flash Point)이라고 한다. 석유제품에서 인화점은 매우 중요하다. 그것은 인화의 위험을 표시하는 척도로서 사용되기 때문 에 취급 및 사용상에서 뿐만 아니라 불순물의 혼입을 판단하는 데도 유용하다.
인화점 측정
- 클리블랜드(Cleveland) 개방식 (KS M2010, ASTM D92)
- 인화점이 80˚c이상인 윤활유, 아스팔트 등의 석유제품에 적용하며 연료유에는 통상 적용하지 않는다.
- 펜스키 마텐스(Pensky Martens) 밀폐식(KS M2010, ASTM D93)
- 인화점이 80˚c이하의 윤활유, 원유, 경유, 중유 등에 적용한다.
중화가 (Neutralization Number)
윤활유의 온도를 낮추면 유동성을 잃어 마침내는 응고되고 만다. 윤활유가 이와같이 유동성을 읽기 직전의온도를 유동점(Pour Point)이라고 하며 유동점은 윤활유의 성능과 관계가 깊다. 윤활유가 유동성을 잃고 응고되 는 원인은 대게 두가지 원인에 의한다.
의미
석유제품의 산성 또는 알칼리성을 나타내는 것으로서 산화조건하에서 사용되는 동안 오일 중에 일어나 상대적 별화를 알기 위한 척도로서 사용된다.
인화점 측정
- 전산가 (Total Acid Number)
- 시료 1g중에 함유된 전산성분을 중화하는데 소요되는 KOH의 ㎎수
- 전산칼리가 (Total Bace Number)
- 시료 1g중에 함유된 전알칼리 성분을 중화하는데 소요되는 산과 당량의 KOH의 ㎎수를 말한다.
- 중화가 : 전산가 및 전알칼리가 총칭
측정방법
- 전위차 적정법 (KS M 2004) - 진한색의 윤활유 (알칼리성첨가제를 함유한 엔진오일 등)
- 시료를 용제로 용해시키고, 유리전극과 비교전극을 사용해서 알콜성 수산화칼륨(KOH)표준액 또는 알콜성 염산(HCI) 표준액으로 전위차로 적정한다.
- 지시약 적정법 (KS M 2024) - 일반적인 시험방법
- 시료를 톨루엔(또는 벤젠), 이소프로필알콜 및 소량의 물혼합용제로 용해시키고 α- 나프톨벤젠 지시약을 사용하여 실온에서 KOH 또는 HCI의 알콜성 표준액으로 적정한다.
잔류탄소 (Carbon Residue)
잔류탄소란 오일의 증발, 열분해 후에 생기는 탄화잔류물을 뜻하나 이 잔류물은 일반적으로 탄소만으로 되어 있지는 않다. 따라서 윤활유의 잔류탄소는 윤활유의 정제도와 밀접한 관계가 있으며 특히 내연기관에 사용되는 윤활유에 있어서 잔류탄소는 더욱 중요한 의미를 갖는다. 측정방법으로는 콘라드슨법과 램스보텀법이 있다.
동판부식 (Copper Corrosion)
동판부식 시험은 오일 중에 함유되어 있는 遊?硫黃 및 부식성 물질로 인한 금속의 부식여부에 관한 시험이다. 시험방법으로는 잘 연마된 동판을 시료에 담그고 규정시간, 규정온도 유지한 후 이것을 꺼내어 세정하고, 동판부식표준편과 비교하여 시료의 부식성을 판정한다.
황산회분 (Sulfated Ash)
황산회분이란 윤활유 첨가제가 함유된 산유 또는 윤활유용 첨가제를 태워서 생긴 탄화잔류물에 황산을 가하고 가열해서 황산으로 된 회분을 말한다. 따라서 황산회분은 윤활유의 금속첨가제를 定量的으로 측정하는데 그 목적이 있다.
산화안정도 (Oxidation Stability)
윤활유는 탄산수소화합물이므로 공기중의 산소와 반응해서 산화되기 쉽다. 특히 산화조건인 온도 촉매의 존재하에서는 반응속도가 빨라지고 윤활유가 산화를 받으면 물성의 변화를 가져와 윤활유로서의 기능을 상실하고 만다. 따라서 윤활유의 산화안정도 시험은耐酉?化度를 평가하는 방법이고 이것은 윤활유를 일정조건(온도, 시간, 촉매존재하)에서 산화시킨 후 신유와의 점도비, 전산가증가, 래커부착 여부를 비교측정 하는 것이다.
주도(Penetration)
그리이스의 주도는 윤활유의 점도에 해당하는 것으로서 그리이스의 굳은 정도를 나타내며 이것은 규정된 원추를 그리이스 표면에 떨어뜨려 일정 시간(5초) 에 들어간 깊이를 측정하여 그 mm의 10배 수치로서 나타낸다.
- 혼화주도 : 혼화기에 그리이스를 60회 혼합시킨 후에 측정한 주도
- 불혼화주도 : 그리이스를 혼화하지 않은 그대로를 측정한 주도
- 고형주도 : 굳은 그리이스의 주도로서 절단기에 의해 절단된 표면에 대하여 측정된 주도이며 보통 주도가 85이하인 그리이스에 적용된다.
적점 (Dropping Point)
그리이스를 가열했을때 반고체상의 그리이스가 액상으로 되어 떨어지는 최초의 온도를 말한다. 그리이스의 적점은 耐熱性을 평가하는 기준이 되고 그리이스의 사용온도가 결정된다.
이유도 (Oil Separation)
이유도란 그리이스를 장기간 저장할 경우 또는 사용중에 그리이스를 구성하고 있는 오일이 분리되는 현상을 말하고 이것을 또 離??像은 겔상의 구조가 충분하지 못하거나 섬유상 결합으로 인한 모세관 지름의 산화를 초래할 경우 오일의 유지가 불안정할 때 일어난다
혼화안정도 (Worked Stability)
그리이스의 전단안전성, 즉 기계적 안정성을 평가하는 방법이다. 시험방법은 혼화기에 시료를 채우고 1분간 60회씩 100,000번 혼화한 후 주도를 측정해서 주도변화를 비교 평가하는 것이다.